| 产品特性:耐高温 | 表面处理:抛丸 | 材质:耐热铸铁 |
| 成型工艺:高压铸造 | 公差:+-0.5 | 砂型铸造种类:粘土干砂型 |
| 特种铸造种类:负压铸造 | 打样周期:4-7天 | 加工周期:16天及以上 |
| 年剩余加工能力:10000件 | 年最大加工能力:20000件 |
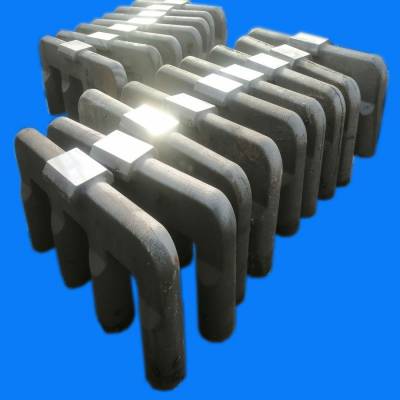
阳极钢爪在铝电解槽的阳极中起着承上启下的导电作用,不论阳极钢爪腿的数量多少和排列方式如何,目前钢爪的材质均为普通铸钢,生产电解铝行业用阳极铸钢爪的厂家,拥有***的生产阳极铸钢爪全套生产线,理化计量及炉前快速分析化验室,各种检测设备及手段齐全,采用电弧炉(或中频炉)加稀土精炼,***了钢水中含气量、含杂质降到低限度,从而获得较好的导电性能和较低的电阻率.
采用***的干砂实型负压(消失模)铸造工艺,使用大吨位自控式反射炉进行人工时效处理,台车式抛丸清理机进行表面处理,可使产品全部露出金属光泽,特别是钢爪使用部分,不必进行清理可直接使用,使用户省时、省力、省成本.

低压铸造预发泡影响铸件增碳原因很多
消失模铸造件预发泡一般尺寸较,变形几率小,内在质量与砂铸相比,气孔少,表面光洁,能达到各种机械性能,在普通铸铁工艺上消失模是成熟的。
铸钢件的增碳,采用消失模生产铸钢件时,铸件会发生表面增碳,体积增碳,局部增碳等不同情况,增碳主要发生在低碳钢铸件,一般碳质量分数在0.08-0.4 % 之间,铸钢件的增碳存在很大的不均匀性,钢液成分不同的铸件,相同的不同部位增碳也是不同的,取决于模样材料,内浇道位置,浇注速度的大小有关,铸钢件的增碳使铸件机加工性能变差,给焊接热处理带来质量影响,甚至铸件报废。
产生原因,在浇铸过程中,模样在高温钢液的作用下发生热解气化,部分热解气化物排出型外,另一部分热解产物聚在涂料层个钢液间或模样与钢液间隙中。碳在钢液液相和固相下扩散,可见自由碳在钢液和凝固界面上的扩散活力远大于在充型和冷凝过程中扩散系数,存在着碳向钢液中的对流传质和扩散传质,终造成低压铸件增碳