| 产品特性:耐磨质量好 | 表面处理:抛丸 | 材质:铸铁 |
| 成型工艺:高压铸造 | 公差:+-0.5 | 砂型铸造种类:粘土干砂型 |
| 特种铸造种类:负压铸造 | 打样周期:4-7天 | 加工周期:16天及以上 |
| 年剩余加工能力:10000件 | 年最大加工能力:20000件 |
1) morring pipe 导缆孔 2) universal chock 转动导缆孔 3) wire leading pillar 导缆柱
4) downhaul cable 引导缆 5) guide frame 导缆框 6) magnetic leader cable 磁导缆
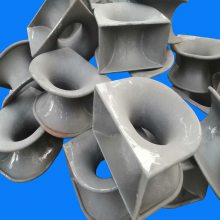
又称“舷墙缆孔”。设于舷墙上,用于限制缆绳导出位置的闭孔状导缆器。为一圆形或椭圆形的环形铸件。
1) cable chock,fairlead 导缆器 2) pedestal roller 羊角导缆器 3) roller fairlead 滚轮导缆器
4) open chock 开口导缆器 5) fairlead with horizontal roller 液柱导缆器 6) wire leading pillar 导缆柱
又称“导缆钳”、“导缆钩”。引导缆绳通过并变换方向或限制其导出位置,以保护缆绳免遭擦损的系船用具。为金属蟹钳形物,有的在两钳爪间附加滚柱或滚轮。设于船的甲板边或码头边。
fairlead with horizontal roller 液柱导缆器 2) cable fairlead roller 导缆器滚柱
3) roller fairlead 滚柱导缆器 4) wire leading pillar 导缆柱 5) bow fairlead 首导缆器
6) fair-lead 导缆器
又称“导缆钳”、“导缆钩”。引导缆绳通过并变换方向或限制其导出位置,以保护缆绳免遭擦损的系船用具。为金属蟹钳形物,有的在两钳爪间附加滚柱或滚轮。设于船的甲板边或码头边。

低压铸造是使液体金属在压力作用下完成充填型腔及凝固过程二获得铸件的一种铸造方法。由于所用的压力较低(20~60kPa),所以叫做低压铸造。其工艺过程是:在密封的坩埚(或密封罐)中,通入干燥的压缩空气,金属液在气体压力的作用下,沿升液管进入直浇道上升,通过内浇道平稳地进入型腔,并保持坩埚内液面上的气体压力,一直到铸件完全凝固为止。然后解除液面上的气体压力,使升液管中未凝固的金属液流回坩埚,再开型并取出铸件。